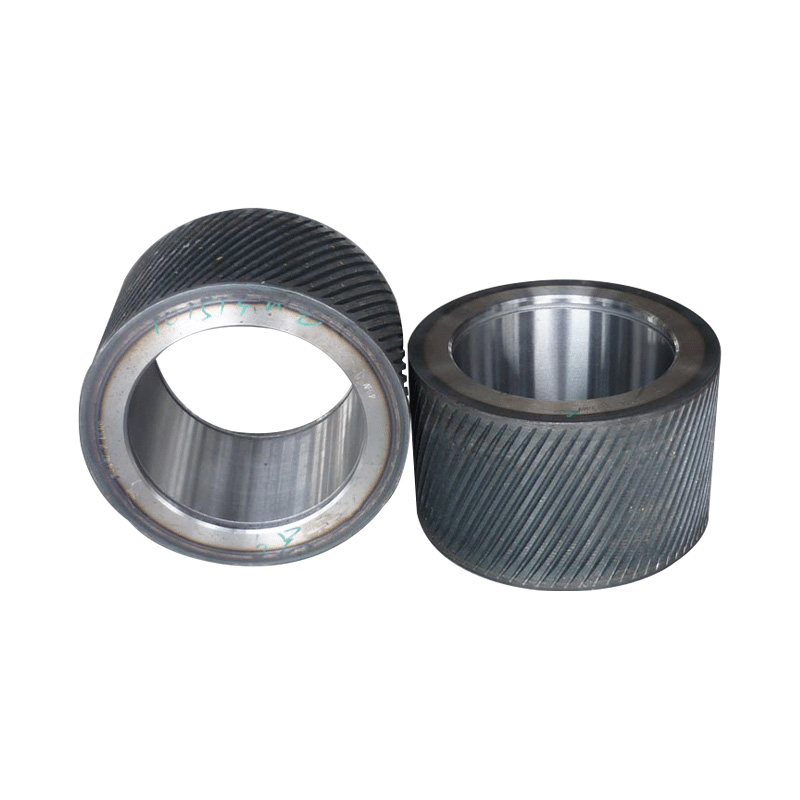
Кільцеподібна матриця для гранулятора біомаси та добрив



Наші кільцеві матриці для грануляторів біомаси та добрив виготовлені з високоякісної легованої сталі або нержавіючої сталі з високим вмістом хрому. Вони обробляються шляхом кування, токаріння, свердління, шліфування, термічної обробки та інших процесів. Завдяки суворій системі управління виробництвом та контролю якості, твердість, однорідність отворів матриці та обробка отворів виготовлених кільцевих матриць є високоякісними. Ми не тільки збільшуємо термін служби кільцевої матриці, але й покращуємо зовнішній вигляд і текстуру екструдованих гранул, що призводить до гладкої поверхні, однорідних гранул та низького ступеня подрібнення корму.


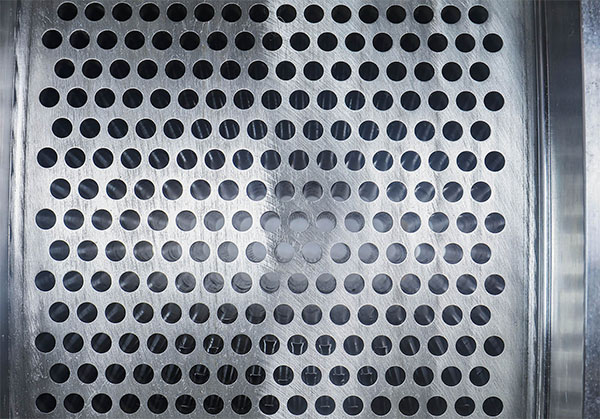
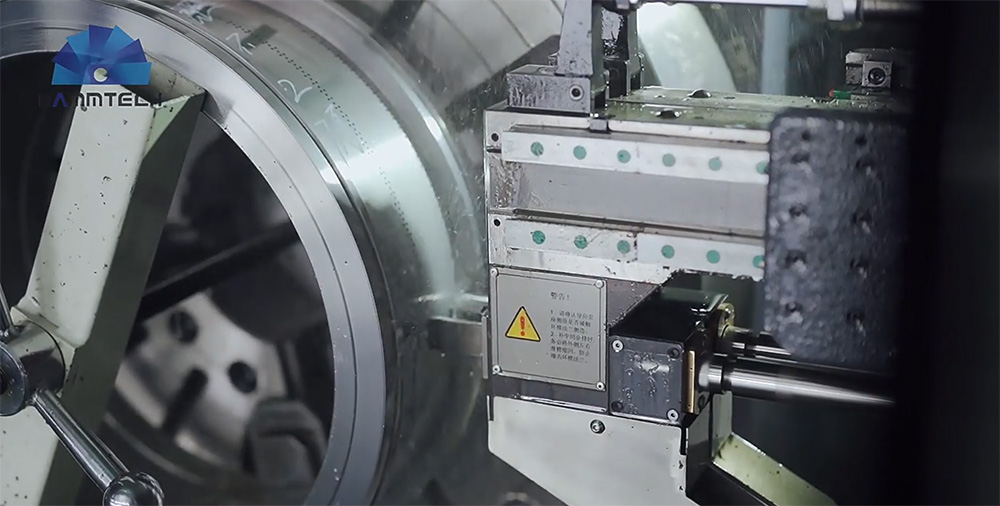
Для обробки отворів у матрицях використовується передове німецьке обладнання, інструменти та програмне забезпечення для буріння.
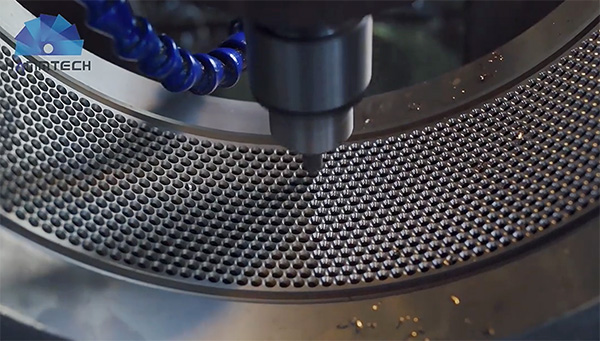
Отвори для штампів розташовані з високою точністю.
Висока швидкість обертання, імпортні інструменти та охолоджувальна рідина забезпечують необхідні технологічні умови для свердління.
Шорсткість обробленого отвору матриці невелика, що забезпечує високу продуктивність та якість гранулятора.
Якість та термін служби штампів гарантовані.
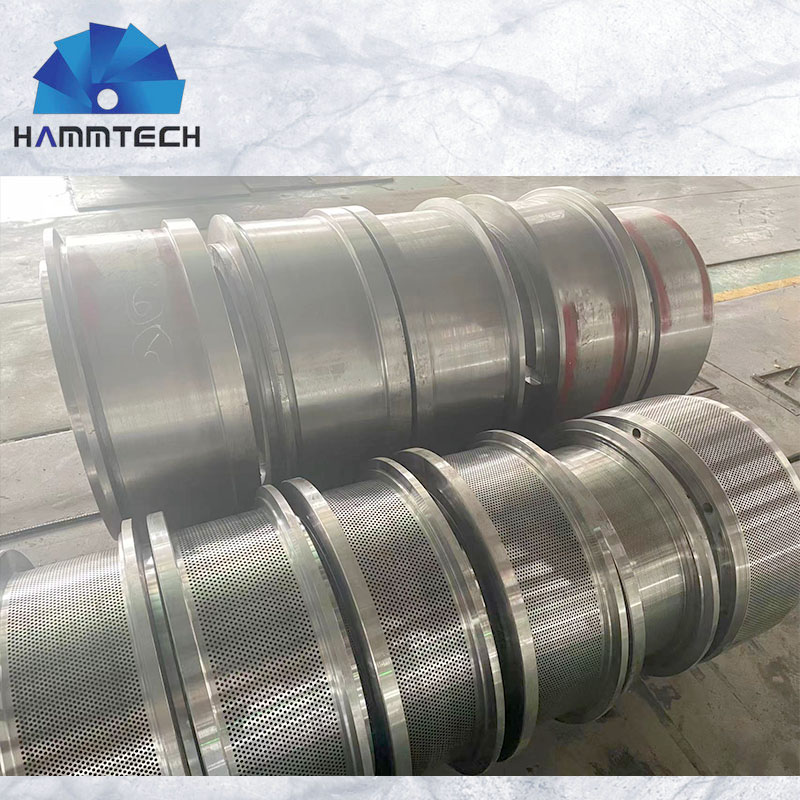
Кування сировини —Грубе поворотне перетворення —Напівоброблене токарство —Свердління отвору —Шліфування внутрішнього отвору
Прорізаний отвір —Фрезерування шпонкових канавок —Термічна обробка —Закінчити поворот —Упаковка та доставка
Як обслуговувати та перевіряти кільцеву матрицю?
A. Ролики повинні бути правильно відрегульовані, переконайтеся, що вхідні отвори не пошкоджені внаслідок контакту з роликами або внаслідок потрапляння металу.
B. Матеріал має бути рівномірно розподілений по всій робочій зоні.
C. Переконайтеся, що всі отвори працюють рівномірно, відкриваючи засмічені отвори за потреби.
D. Під час заміни штампів ретельно перевірте стан посадкових поверхонь штампа та систем кріплення, включаючи кільце, затискач або зносостійке кільце.